top of page

阿克斯摸具技术有限公司
专业生产T型模具和进料块
我们可以处理各种应用,包括高精度薄膜模具、片材模具和多层产品。

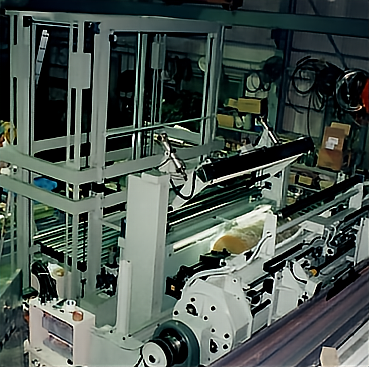
间歇涂层装置
用于锂离子电池/太阳能电池(钙钛矿)开发的小型间歇式涂覆装置
在当今的薄膜市场中,人们对通过多层结构赋予功能的特殊薄膜的需求日益增长,然后通过涂层、气相沉积和薄膜表面化学处理等后处理进一步增强其功能。
尤其值得一提的是,不仅在日本,而且在世界各地,用于“新型太阳能电池(钙钛矿太阳能电池)”的涂层的研发工作都在加紧进行。
我公司拥有一批工程师,他们将“T型模头设计”、“涂布模头设计”和“机床设计”的要素融会贯通,并运用在T型模头领域积累的流动分析方法和唇部结构专业知识,参与研发设备的制造。
小型间歇式涂布装置(我们自主研发的设备)→ *该装置也对外出售!

狭缝模具宽度 210 毫米
辊面长度 250 毫米
干式暖风加热器(吹风)
涂层方法:压力罐型
(模具和辊面长度可定制)




通过泵对储罐内的液位加压,将涂布液输送到狭缝模口。停止喷涂时,释放储罐侧的压力,并立即使用真空泵将输送到狭缝模口侧的涂布液抽真空,从而提高涂布液的破碎性(模口唇上的残留涂布液),实现间歇性均匀涂布。
然而,当尝试均匀地涂抹如今常见的低粘度涂料时,人们担心涂料的起始厚度和结束厚度会有所不同。
使用狭缝式涂布模具时可能出现的问题

在涂覆涂料时控制涂料的用量以及在涂覆完成后控制涂料的用量是非常困难的,尤其是在涂覆超薄膜时。
1. 移动涂装设备方面的经验和业绩记录
2. 使用电机模具进行唇部开合
我们正在利用我们的知识和经验,开发能够改善这一问题的设计机制。
专利技术:混合式自动调节唇模+T型模前后移动装置

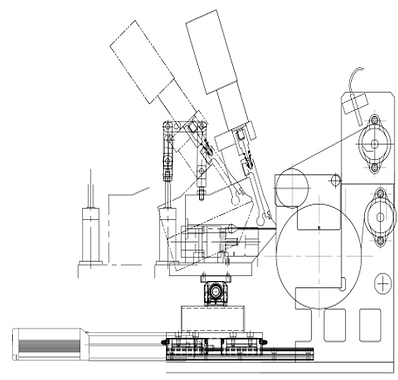
<前后移动单元模型>

<唇部开合式+T型模头移动式+间歇涂布>
1. 在涂布液供应(涂布)阶段,伺服电机驱动 T 型模头单元前进(控制与薄膜的间隙)。
2. 控制T型模唇间隙。同时,将T型模唇开口向机器方向移动(通过摆动角度)。
3. 在间歇涂布结束时,模唇关闭(在真空应用期间),以防止过度吸力,减少下一次涂布开始时供液的延迟时间,从而实现稳定涂层的间歇生产。

在钙钛矿太阳能电池的生产过程中,钙钛矿层(CaTiO3)的结晶是一个问题,缠绕法是否更好也存在疑问。
我们收到消息称,还有一些研究课题需要调查,例如切割(Manyo 式)是否更好,或者哪种方法更适合建立大规模生产系统。
对于研发设备,我们提供的设备方案可以满足各种不同的需求。
我们尤其关注狭缝式涂布模具,它是涂布的关键,我们正在开展研发活动。
您是否愿意加入我们,利用我们的 T 型芯片相关技术,共同开发新型高附加值薄膜?
如有任何技术问题,请随时与我们联系!














bottom of page