top of page

阿克斯摸具技术有限公司
专业生产T型模具和进料块
我们可以处理各种应用,包括高精度薄膜模具、片材模具和多层产品。

分流器(Feed block)
多层进料块法:
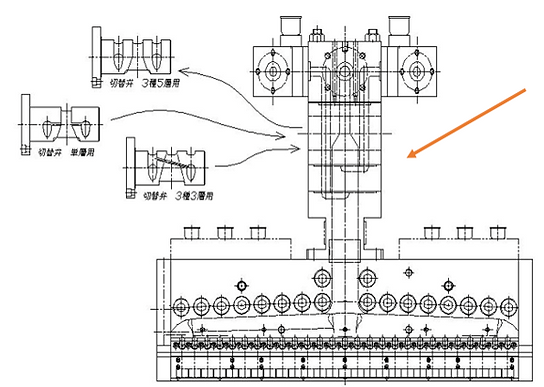
该方法在单模头之前将树脂混合。进料块的特点是,通过切换选择阀,可以生产各种薄膜和片材,例如2型3层、3型3层、3型5层和单层薄膜。然而,由于内部是一个整体,树脂流动路径复杂,存在树脂停滞的风险。T型模头的树脂入口与进料块的出口相同,例如椭圆形或方形,因此需要为进料块配备一个T型模头。切换阀使每一层的位置都易于改变,并且考虑到停滞等因素,可以将一层树脂的流动路径分成两部分,使树脂流入不含树脂的流动路径并汇合。每层厚度可通过挤出速率或矫直销进行调节。进料块有多种类型,例如叶片式(通过改变叶片角度来调节每层厚度)和叠层式。
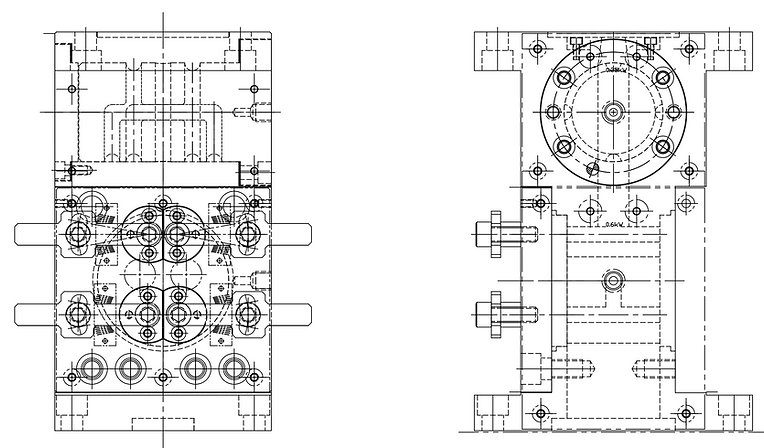
标准进给块形状(参考图)




标准进给块形状(参考图)
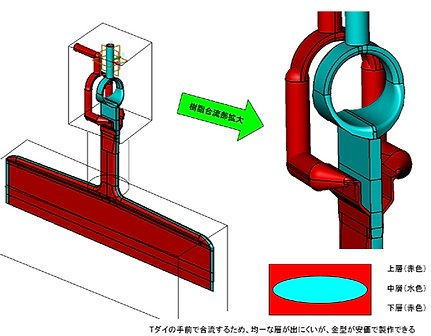
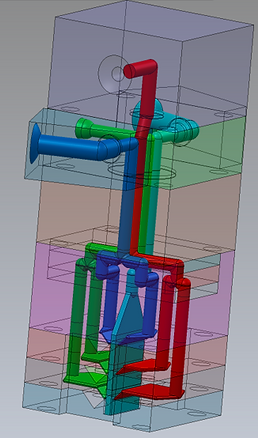
<流路建模图>


フィードブロック方式の多層フィルム成形
分流器法多层薄膜成型
<优势> -
筒式系统可快速更换各层树脂。 - 即使拆卸,由于流路也不会被一分为二,因此不易损坏内部结构,拆卸和清洁也更加便捷。其制造成本低于多歧管。 - 比T型接头更紧凑、更易于操作。它可以连接到专用T型接头的任意唇宽,用于进料块(入口必须与进料块的椭圆形出口对齐)。
<缺点> -
各树脂的稠度比无法精确控制。如果树脂间的粘度差异较大,则由于树脂混合后的流动路径较长,稠度比会发生变化
由于许多组件的组装方式复杂,树脂泄漏现象十分常见。 树脂会流经墨盒周围,不仅在树脂连接处,也会在其他位置发生泄漏,从而导致薄膜产品出现缺陷。
由于流道通常是方形的而不是圆形的,树脂可能会积聚在流道的角落里,导致难以进行镀铬处理
然而, 我们公司采用了一种设计方法,旨在发挥其优势,同时尽可能减少其劣势。
<各种脸书参考照片>




块堆垛式进料块
在层压式进料模块(FB)中,挤出机输送至进料块的原材料在进料块内部通过层压模块进行分流(例如,将三种原材料分成五层)。由于层压模块的流路紧密地连接在平面上,因此在设计时必须考虑密封面的表面压力,以防止树脂泄漏。这其中蕴含着丰富的技术细节,例如螺栓的布置和密封面的沉孔设计。




分流段(层压块)
汇流(堆叠块)

对于层压 FB,有一种类型在连接点处有一个薄的 T 型模具连接部分。
通过改变汇合处的流路尺寸,可以改变每一层的层数比。
弯曲连接处也可以防止缠绕。我们在进料块方面的专业技术是我们公司独有的。
对于层压 FB,有一种类型在连接点处有一个薄的 T 型模具连接部分。
通过改变汇合处的流路尺寸,可以改变每一层的层数比。
弯曲连接处也可以防止缠绕。我们在进料块方面的专业技术是我们公司独有的。
筒式 + 可堆叠式进料块

分流段(筒体)
汇流(堆叠块)
<带弹匣和叶片式进给块>
分流段(筒体)
汇流祸根

利用叶片调节流道宽度

调节销
规模
处理
通过使用弯曲的叶片和弯曲的喙,可以减少中心层的包覆。
我们拥有控制薄膜中心厚度的技术。
带节流杆的进给块
外层限流杆法。如果树脂粘度或挤出量发生变化,T型模头流道内的流动也会随之改变。为了调整流动方向,可以使用限流杆。限流杆并非整体移动,而是通过刻蚀的凹槽实现灵活移动。这种方法在将外层放置在主层上时,能够有效地进行调整。

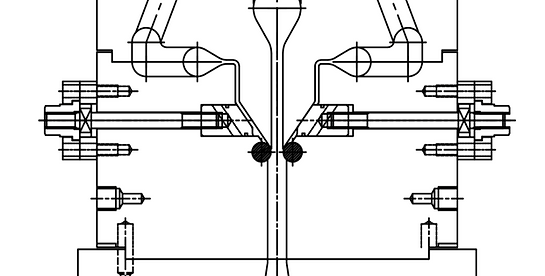
当外层材料更换为不同类型的薄膜时,粘度和流速自然会发生变化。这可以通过调节流道中的间隙来改变树脂的流量,从而实现对粘度和流速的调节。
无需拆卸 T 型模具进料块,即可在设备连接状态下调节阻风门杆。
该结构允许在生产条件阶段进行微调。



通过拧紧和拧松这个调节螺栓,可以调节流道的间隙。



<节流杆 + 带流量控制销的进给块>

汇合区



粉笔吧
流量控制销
一种方法,通过对流量控制销的汇合处进行处理,可以对流道间隙进行各种调整(这可以在每种树脂的测试过程中进行调整,从而考虑最终的流道形状)。
“超紧凑型多层进料块”
它尺寸小巧的秘诀就在于这个FB。它的尺寸仅为长70 x 宽70 x 高70(毫米),并且是层切换式墨盒类型。





<超多层进料块>

<多钳式进给块>


通过在进料块内创建倍增通道,可以生产超多层薄膜。
我们也接受使用现有 T 型模具生产超多层进料块的订单。
正如上面的例子所示,我们利用进给块的优势,同时运用我们的经验和设计能力来解决可能出现的缺点,从而解决您可能遇到的任何问题。
例如:我们将新的进料块安装到客户现有的多层挤出机和现有的 T 型模头上,以稳定层比。
在现有的进料块上安装(改造)了新的部件,以稳定层数比。
创建一个新的切换盒,并更改现有进料块的层配置。
我们还拥有丰富的饲料块方面的知识。
bottom of page