top of page

阿克斯摸具技术有限公司
专业生产T型模具和进料块
我们可以处理各种应用,包括高精度薄膜模具、片材模具和多层产品。


技术及术语列表
01

什么是调节螺栓?
模具的尖端采用柔性设计,可作为调节螺栓来调节流道中的间隙。
这样就可以精确调整宽度方向上的厚度分布,而不会干扰熔融树脂的流动。
弯曲式调节螺栓
T 型模具本体设有可弯曲的凹槽,通过螺栓按压,可以调节唇口的开口大小。
沟槽与流道之间的距离(模具本体的厚度)经过设定,以便于调整开口大小。
这变得很重要。
材料越薄,越容易弯曲,但如果施加的应力超过金属材料的屈服点,弯曲部分将无法恢复到原来的形状。
弯曲唇边的设计考虑到了受力情况。

调节螺栓的差动螺杆结构利用两个螺杆螺距的差异进行微调。
(示例)P2.5 - P2.0 = 0.5P 每旋转一周的移动量仅为 0.5 毫米。
02
关于不同形状的调节螺栓
唇部调节螺栓的典型形状和特征
①螺栓型
这是许多胶片模具中使用的一种形状。
特征
- 可以缩小相邻螺栓之间的间距。
・差动螺距可以做得更小。
-当你按压某一点进行调整时,唇部的变化是可以明显看到的。
→其优点是唇口开口易于调节。
② 钩型差动螺钉
它常用于片材模具中。
特征
模具本体上的钩子是可以更换的。
· 由于螺栓被压在平面上,相邻螺栓之间的弯曲程度几乎没有差别。
这样可以实现唇部平滑的变化。


03
特殊调节螺栓
① 钩形螺栓
通过改变角度,它可以移动最多 2 毫米。
② 通用螺栓附加加工
尖端可以固定,并可进行推拉操作。



04
什么是唇部替换件?
通过更换模具尖端的唇口,可以增大唇口间隙。这种方法的优点是速度快、尺寸大,但缺点是在流道中形成台阶,可能导致流体停滞。


05
粉笔吧

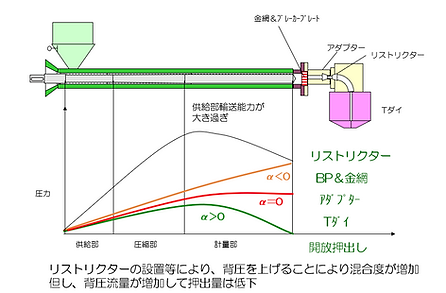
节流杆位于歧管和唇口之间的中间流道中。
该杆用于调节歧管后的阻力,从而控制流量。
粉笔棒结构
与唇部调节螺栓不同,阻风门杆不是差异性结构。
逆时针旋转螺母即可拧紧阻风门杆。
它与唇部调节螺栓的作用相反。
粉笔吧
06
挤出量(旋转速度的影响)
推进剂流量与螺杆转速成正比增加。
然而,随着挤出速率的增加,模头压力损失增加,背压流量也增加。
实际流量下降。
.png)
07
挤出量(计量槽深度的影响)
.png)
推进流量与计量槽的深度成正比增加。
另一方面,背压流量与计量槽深度的立方成正比。
如果沟槽深度过深,实际流量会降低。
此外,如果沟槽深度增加,混合程度会下降,因此必须对此格外注意。
08
挤出量(筒体直径的影响)
实际放大生产规模时,必须考虑树脂的剪切力和传热性能。
由于沟槽深度和螺杆转速发生了变化,所以它不是一个正方形。
它增加了 2-2.5 倍。
*只需将其乘以 2.1 即可粗略计算。
.png)
.png)
09
挤出量和拉伸比
10

如何表达螺旋形状
11

螺钉压缩比指南
12
螺钉压缩段长度指南

13
螺槽深度的影响

14
螺旋剪切热

bottom of page